Brine Filtration System

Brine Filtration System
Advanced membrane technology for brine purification and recycling
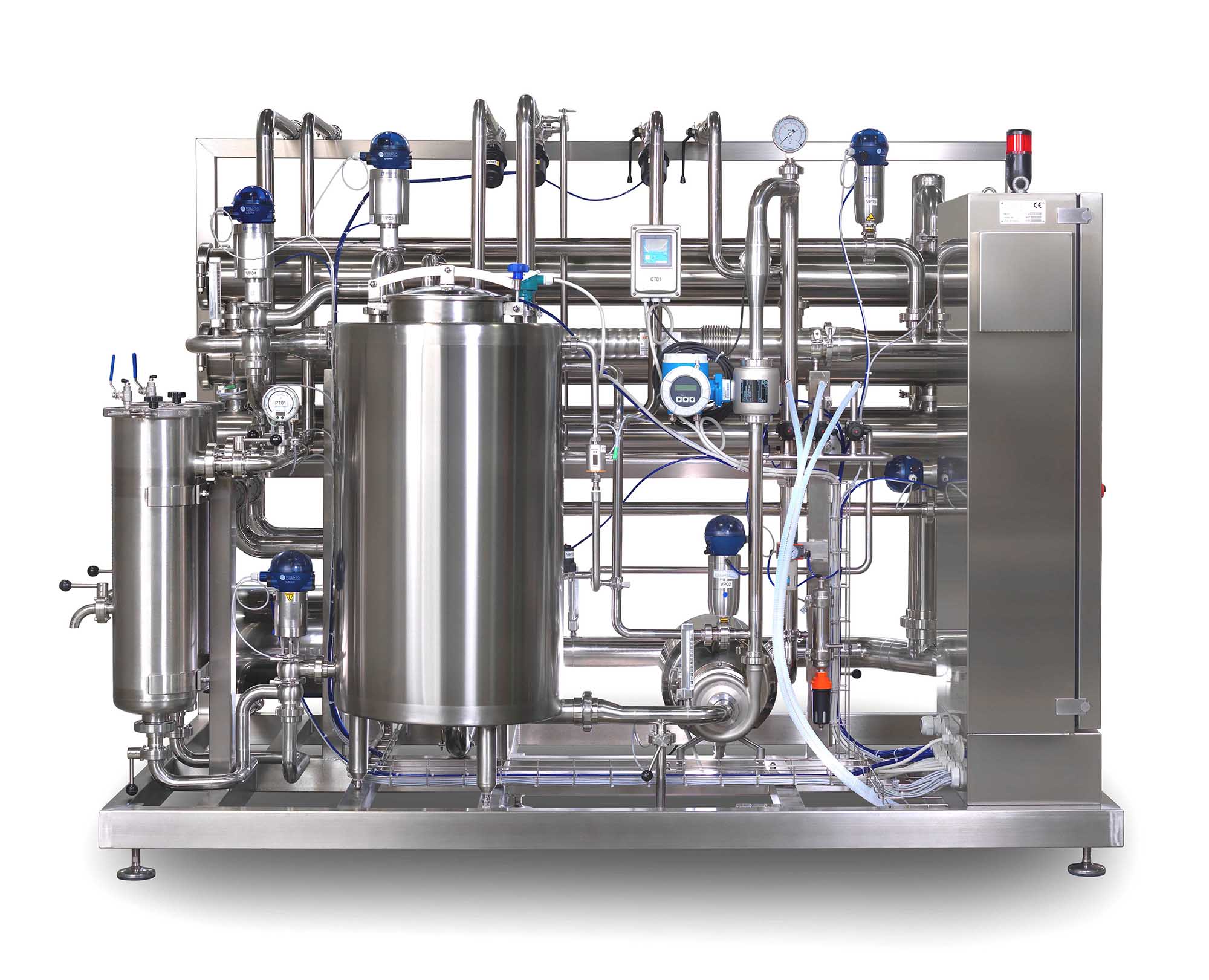
Our brine filtration system uses state-of-the-art membrane technology to purify and recycle the brine used in cheese ripening. The system performs inline cleaning, returning purified brine to the tank while eliminating bacteria and mold.
Type: Spiral membrane microfiltration system
Application: Purification of cheese brine
Advantage: Up to 90% reduction in concentrate waste
Main features of the Filtration System
- High-performance spiral membrane technology
- Elimination of bacteria and mold > 99.9%
- Processing capacity: 1,000 to 15,000 liters/hour
- Constructed from AISI 316L stainless steel
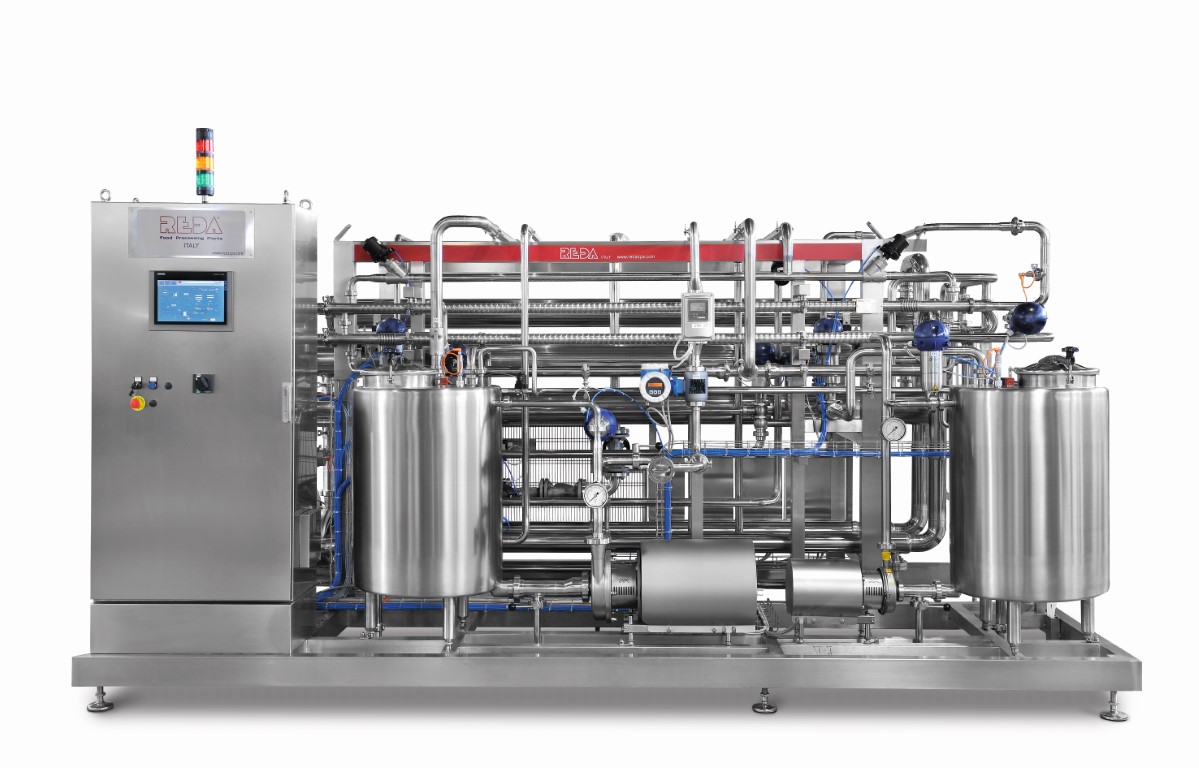
- 24/7 continuous recirculation operation
- Operating pressure optimized according to specific needs
- Brine pH unaffected by microfiltration
- Minimized cleaning cycles for maximum efficiency
- Certifications: CE, FDA, EHEDG, 3-A Sanitary Standards
- PLC control with 15" touchscreen HMI interface
Full description
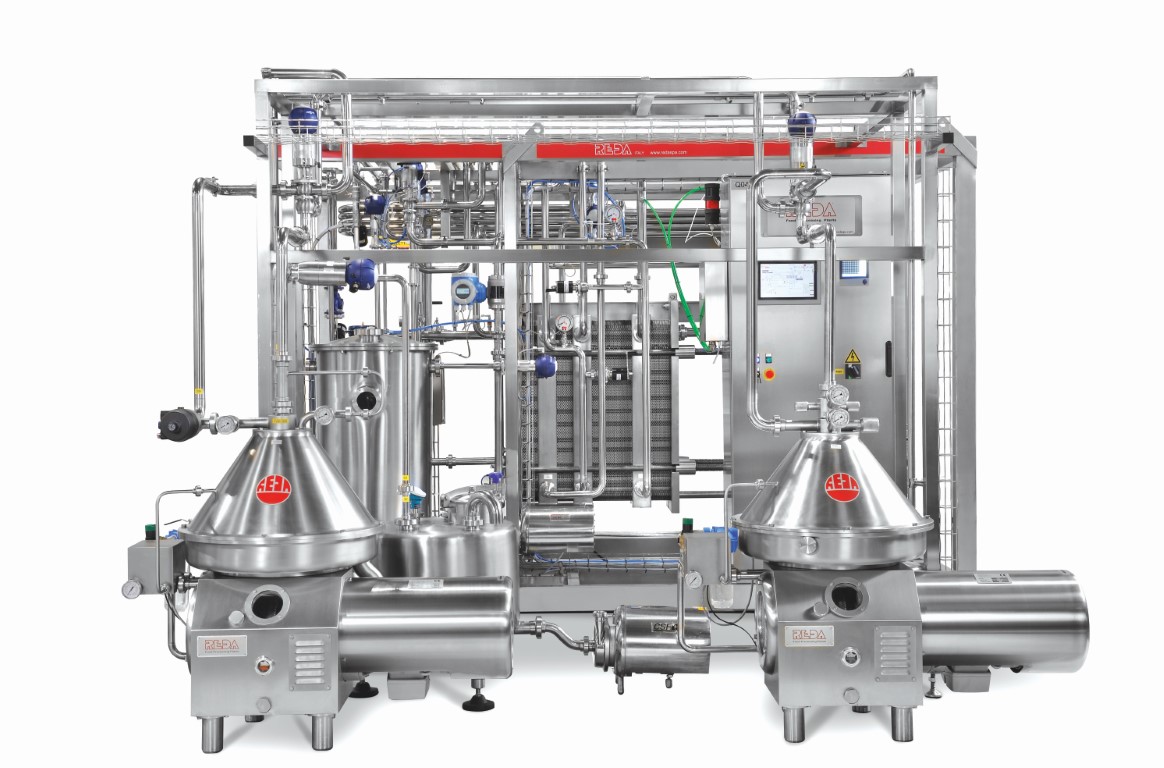
Our brine filtration system represents the ultimate solution for optimizing cheesemaking processes. Designed specifically for the purification and recycling of ripening brine, it combines effective microbial removal with the preservation of the brine's chemical characteristics.
The patented membrane technology enables continuous inline filtration while the purified brine is returned to the tank. Bacteria and molds are effectively eliminated, ensuring optimal microbiological quality for cheese ripening.
This system operates with minimal cleaning cycles, maximizing operational efficiency while significantly reducing concentrate waste. The system's capacity is based on regeneration time rather than brine volume, providing exceptional flexibility.
Technical data of the Filtration System
| Setting | Specifications |
|---|---|
| System type | Spiral membrane microfiltration |
| Processing capacity | 1,000 - 15,000 L/hour |
| Bacterial rejection rate | > 99.9% |
| Operating pressure | 2-15 bar (adjustable) |
| Type of membranes | Polyethersulfone spirals |
| Pore size | 0.1 - 0.45 μm |
| Materials in contact | AISI 316L, EPDM, PVDF |
| Energy consumption | 5-45 kW depending on capacity |
| Waste reduction | Up to 90% |
| Operating mode | Continuous recirculation 24/7 |
Advanced Features and Details
| Standard features | Optional modules |
|---|---|
| High-performance spiral membranes | Automatic pretreatment system |
| Integrated CIP cleaning | Online turbidity controller |
| Automatic pressure regulation | Integrated conductivity analyzer |
| 15" Touchscreen User Interface | Ethernet connection and monitoring |
| Recording of HACCP parameters | Remote monitoring system |
| Protection against water hammer | Additional filter cartridges |
| Membrane integrity detection | Automatic backup system |
| IP65 protection | Complete hygienic fairing |
FEATURES DETAILS
Advanced membrane technology
Our spiral-wound polyethersulfone membranes offer an optimized filtration surface area with exceptional microorganism retention. The module design ensures uniform flow distribution, minimizing clogging and maximizing membrane lifespan.
Intelligent control system
The advanced PLC controller automatically adjusts pressure and flow parameters to maintain optimal filtration performance. Differential pressure sensors monitor the condition of the membranes and trigger cleaning cycles only when necessary.
Optimizing operational costs
Thanks to the significant reduction in concentrate waste and minimized cleaning cycles, our system offers substantial savings in chemicals, waste disposal, and labor. The investment is typically recouped in less than 18 months.
Areas of application
Our brine filtration system is suitable for various applications in the cheese industry:
- Hard cheeses - Brine purification for Gruyère, Comté, Emmental
- Semi-hard cheeses - Gouda, Edam, Saint-Paulin
- Blue cheeses - Roquefort, Bleu d'Auvergne
- Sheep and goat cheeses - Purification of specific brines
- Curing brines - Applications in charcuterie and meat products
Advantages of the filtration system
optimal cheese quality
The purified brine ensures uniform ripening without the development of undesirable flora, preserving the organoleptic characteristics of the cheeses and reducing surface defects.
Sustainability and continuity
Continuous 24/7 recirculation operation with minimized cleaning cycles ensures maximum system availability and stable refining parameters.
Exceptional profitability
Reducing concentrate waste by up to 90%, combined with reduced chemical and water consumption, offers a rapid and significant return on investment.
Technical Frequently Asked Questions


OTHER PRODUCTS IN THIS SECTION


Hello! Click below to chat with our team on WhatsApp.
