
Pasteurisateur
Haute précision et efficacité énergétique
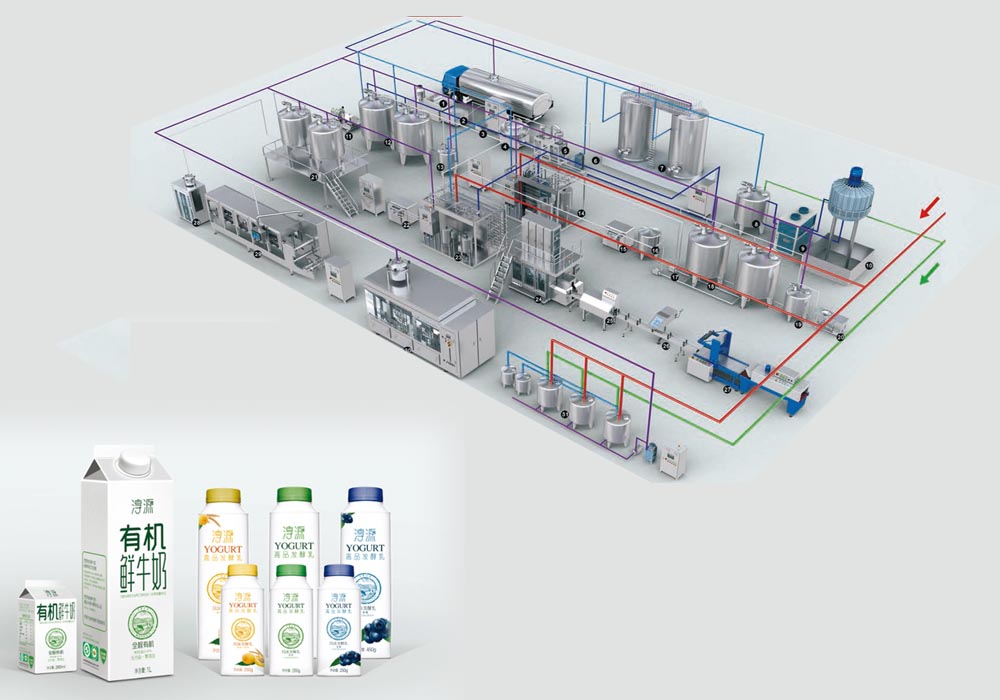
Nos pasteurisateurs garantissent un traitement thermique optimal pour éliminer les micro-organismes pathogènes tout en préservant les qualités organoleptiques des produits.
Voir la gammeContrôle de température
Précision de ±0.5°C avec système de régulation PID avancé
Efficacité énergétique
Réduction de 30% de la consommation grâce à notre échangeur de chaleur breveté
Traitement continu
Capacité de production jusqu'à 10,000 litres/heure en flux continu



